




Furnizimi OEM Hot Shitje Highway Garardrail Roll Forming Machine



Me një histori të shëndoshë krediti të ndërmarrjes, shërbime të jashtëzakonshme pas shitjes dhe pajisje moderne prodhimi, ne kemi fituar një histori të jashtëzakonshme midis konsumatorëve tanë në të gjithë botën për Makinën e Formimit të Rrotullave Mbrojtëse në Autostradë me Shitje të Hot OEM, Ne fokusohemi për të bërë të shkëlqyera të jashtëzakonshme produkte dhe zgjidhje për të ofruar ndihmë për blerësit tanë për të përcaktuar partneritetin afatgjatë fitues.
Me një histori të shëndoshë krediti të ndërmarrjes, shërbime të jashtëzakonshme pas shitjes dhe pajisje moderne prodhimi, ne kemi fituar një histori të jashtëzakonshme mes konsumatorëve tanë në të gjithë botën përMakinë për formimin e rrotullave të parmakut të autostradës me shitje të nxehtë dhe makinë formuese të rrotullave të parmakut të autostradës, Kompania jonë ka inxhinierë ekspertë dhe staf teknik për t'iu përgjigjur pyetjeve tuaja në lidhje me problemet e mirëmbajtjes, disa dështime të zakonshme.Sigurimi ynë i cilësisë së produktit, koncesionet e çmimeve, çdo pyetje në lidhje me mallin, Mos harroni të ndjeheni të lirë të na kontaktoni.
PARAMETRAT KRYESORE TEKNIKE
Materiali: Fletë e galvanizuar
Forca e rendimentit të lëndëve të para: 235Mpa
Diametri i jashtëm i spirales: ≤Ф1200 mm
Diametri i brendshëm i spirales: Ф508 mm
Gjerësia e shiritit të çelikut: ≤150 mm
Trashësia e shiritit të çelikut: 2 mm
Pesha e spirales: ≤2000 kg
Sipërfaqja e dyshemesë së makinës: 25000X3000X1800
PROCESI I PRODHIMIT
Linja e prodhimit kryhet sipas procesit të mëposhtëm:
Zbërthim → Ushqyerja e Servo Nivelimit → Shtypje → Formim i Rrotullës së Ftohtë → Prerje Hidraulike → Shkarkimi i Materialit
KOMPONENTET KRYESORE
1. Uncoiler 1 set
Diametri i brendshëm i spirales: Ф508
Maks.Diametri i jashtëm i lejueshëm i spirales: Ф1200 mm
Maks.gjerësia e lejueshme e rrotullës: 200 mm
Maks.pesha mbajtëse e rrotullës: ≤2000 kg
2. Servo Feeding 1 set
Shpejtësia maksimale e ushqyerjes: 30 m/min
Gjerësia maksimale e lejuar e ushqyerjes: ≤200mm
Trashësia e lejuar e ushqyerjes ≤ 2 mm
Gabim i vetëm i ushqyerjes: ≤±0,2 mm (toleranca nuk është kumulative)
Marka e servo motorëve: Yaskawa (YASKAWA, japoneze)
Fuqia e motorit të servo: ≈3Kw (në varësi të dizajnit përfundimtar)
3. Makinë shpuese 1 set
Ai miraton modalitetin e shtypjes së lëngshme me katër kolona, i cili është ekonomik, i zbatueshëm dhe i shpejtë.Distanca e goditjes është e rregullueshme në drejtimin tërthor të pllakës dhe hapi i shpimit mund të ndryshohet përmes sistemit elektrik të kontrollit.
4. Makinë Formuese me rul 1 set
Materiali i harkut: QT450.
Materiali i boshtit të rulit: 40Cr, i shuar dhe i kalitur, fortësia është HRC45~50
Kalimi i formimit: 12 kalime
Diametri i boshtit të makinës formuese: φ60 mm (subjekt i projektimit përfundimtar)
Fuqia e motorit: rreth 30 kW (sipas modelit përfundimtar)
Shpejtësia maksimale lineare: 3~10m/min
5. Prerje përcjellëse pneumatike 1 set
Materiali prerës: Cr12MoV (ngurtësia pas shuarjes është HRC58~62)
6. Sistemi Hidraulik 1 set
Komponentët kryesorë janë: pompa e vajit, motori, valvula hidraulike, valvula solenoid, filtri dhe rezervuari i vajit hidraulik, etj. Sistemi hidraulik përdor një filtër dhe pastërtia e vajit është e garantuar në nivelin 6-8.
KOMPONENTET KRYESORE ELEKTRIKE
| No | Emri i artikujve | Markë |
| 1 | PLC | Mitsubishi, Japoni |
| 2 | Servo Motor | Yaskawa, Japoni |
| 3 | Inverter | Delta (Tajvan, Kinë) |
| 4 | Ekran me prekje | Vinylon (Tajvan, Kinë) |
| 5 | Komponentët elektrikë me tension të ulët | Omron |
MOSTRAT E PUNËS
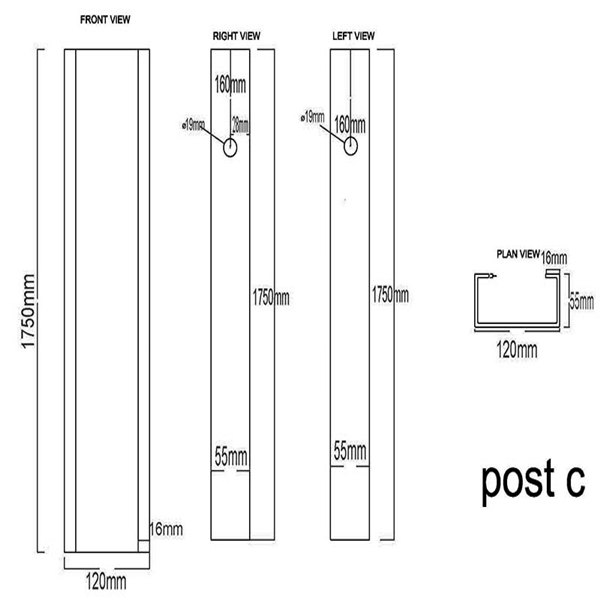

Makina për formimin e shtyllave C të parmakut të autostradës është një pajisje speciale për prodhimin e shtyllës C të parmakëve të autostradës së shpejtë.Është projektuar posaçërisht për të formuar profilin dhe dimensionet e dëshiruara të shtyllës C duke ushqyer një spirale metalike përmes një sërë rrotullash që gradualisht e formojnë metalin në formën e dëshiruar.
Një makinë për formimin e rrotullave zakonisht përbëhet nga një grup rrotullash ose stacionesh formimi që ushtrojnë presion dhe gradualisht formojnë metalin në një profil C.Makina mund të ketë gjithashtu stacione pune shtesë për prerjen, shpimin dhe kryerjen e operacioneve të tjera të nevojshme për të përfunduar shtyllat.Procesi fillon duke ushqyer një spirale të vazhdueshme prej metali në një mulli rrotullimi.
Më pas, metali kalohet përmes një sërë rrotullash, të cilët gradualisht e formojnë atë në një profil në formë C në dimensionet dhe veçoritë e dëshiruara.Pasi të jetë formuar metali, pritet në gjatësinë e dëshiruar dhe çdo vrimë ose çarje e nevojshme hapet në shtylla.
Shtyllat e përfunduara C të prodhuara nga makineria e formimit të rrotullave përdoren më pas në instalimet e barrierave të autostradës për të siguruar mbështetje dhe mbrojtje strukturore.



